Viện Nghiên cứu Cơ khí (Bộ Công Thương) đã nghiên cứu và chuyển giao thành công hệ thống phân loại tự động tích hợp camera AI (trí tuệ nhân tạo).
Mong muốn cấp thiết của doanh nghiệp logistics
Cuộc Cách mạng công nghiệp 4.0 đã và đang tác động mạnh mẽ đến ngành logistics. Ứng dụng trí tuệ nhân tạo, các hệ thống tự động trong các đơn vị kho vận được triển khai và góp phần làm giảm thời gian giao nhận, chi phí liên lạc thông tin, từ đó sẽ tối ưu được chi phí kinh doanh.
Hệ thống phân loại sản phẩm tự động tại Công ty Cổ phần Tiếp vận Thế kỷ
Nắm bắt xu hướng này, Viện Nghiên cứu Cơ khí (NARIME) đã chủ động đầu tư về nhân lực, tài chính, hợp tác với các đơn vị để từng bước làm chủ công tác tính toán, thiết kế, tích hợp các hệ thống tự động ứng dụng công nghệ của Cách mạng công nghiệp 4.0.
Đồng thời, Viện đã thiết kế, chế tạo, tích hợp hệ thống phân loại tự động cho Công ty Cổ phần Tiếp vận Thế kỷ thuộc Công ty Cổ phần Logistics Hàng Không (ALS).
Chia sẻ với phóng viên Báo Công Thương, đại diện nhóm nghiên cứu thuộc Viện Nghiên cứu Cơ khí cho biết, hệ thống phân loại tự động là một giải pháp thay thế con người để thực hiện các công đoạn phân loại sản phẩm, từ thực hiện thủ công bằng tay chuyển đổi sang sử dụng các hệ thống tự động hóa để phân chia các sản phẩm theo người sử dụng quy định.
Thiết bị nhận dạng để phân biệt các sản phẩm khác nhau là thành phần quan trọng trong các hệ thống phân loại tự động. Tùy theo loại sản phẩm trong các hệ thống khác nhau, thiết bị nhận dạng có thể sử dụng là cảm biến (cảm biến phân loại theo màu sắc, cảm biến phân loại theo hình dạng, cảm biến phân loại theo vật liệu), máy ảnh (camera)…
Tại Công ty Cổ phần Tiếp vận Thế kỷ, sản phẩm được phân loại là các khay nhựa sử dụng trong các phân xưởng, nhà máy sản xuất thiết bị điện tử. Trong các hệ thống thường thấy, điểm tham chiếu để phân loại là biên dạng của sản phẩm, hay sử dụng ký hiệu (mã vạch, mã QR, hình mẫu) để truy xuất dữ liệu thông tin cửa chia tương ứng với một địa chỉ xác định từ trước.
Đối với các khay nhựa trong hệ thống này, vấn đề khó khăn đặt ra so với các hệ thống phân loại thông thường đó là điểm tham chiếu khác biệt giữa các sản phẩm. Các khay nhựa để phân loại phần lớn có cùng biên dạng hình học, chỉ khác về ký hiệu được dập trên bề mặt khác nhau, điều này ảnh hưởng rất lớn đến kết quả của hệ thống phân loại khi các khay nhựa đến từ nhiều nhà sản xuất khác nhau với hình thức, chất lượng ký hiệu được dập cũng khác nhau.
“Vấn đề khó khăn trên ảnh hưởng trực tiếp đến việc thiết kế hệ thống, đặc biệt là việc lựa chọn thiết bị nhận dạng để đáp ứng yêu cầu của hệ thống” - đại diện nhóm nghiên cứu nêu.
Tối ưu hóa quy trình sản xuất, tăng năng suất
Hệ thống phân loại sản phẩm tự động tại Công ty Cổ phần Tiếp vận Thế kỷ đã được đội ngũ kỹ sư, nhà khoa học của NARIME tính toán, thiết kế, chế tạo, tích hợp và đưa vào vận hành thử nghiệm thành công và chính thức đưa vào hoạt động sản xuất từ tháng 1/2023.
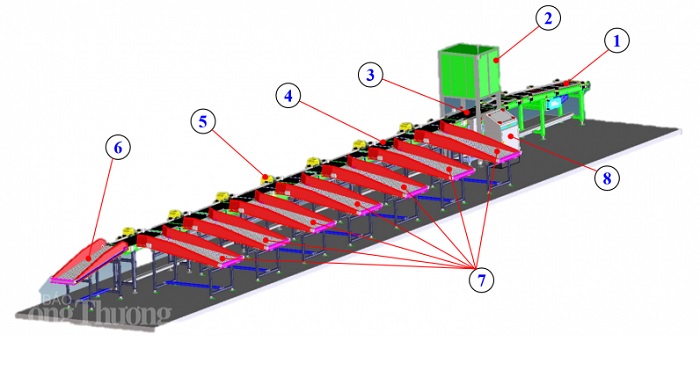
Các thành phần trong hệ thống: (1)- Băng tải đầu vào; (2)- Buồng chụp ảnh (kèm máy ảnh); 3- Băng tải tại buồng chụp; 4- Băng tải phân loại; 5- Cụm thổi khí; 6- Đầu ra sản phẩm lỗi; 7- Đầu ra của các sản phẩm; 8- Tủ điều khiển
Hệ thống sử dụng thiết bị phân loại là máy ảnh (camera) tích hợp trí tuệ nhân tạo có khả năng chụp và phân loại sản phẩm chính xác, đặc biệt đối với các sản phẩm di chuyển trên băng tải với tốc độ cao, đáp ứng yêu cầu năng suất. Đến nay, hệ thống luôn vận hành ổn định, tin cậy, hoàn toàn đáp ứng yêu cầu sản xuất, được chủ đầu tư đánh giá cao.
Nhiệm vụ chính của hệ thống phân loại sản phẩm tự động là thực hiện phân loại các khay nhựa từ đầu vào băng tải ra từng cửa được quy định trước. Các khay nhựa sẽ được đưa lên băng tải đầu vào, sau đó di chuyển tới buồng chụp để máy ảnh thực hiện chụp ảnh, nhận diện và chuyển dữ liệu về hệ thống điều khiển. Trong quá trình chụp, khay nhựa vẫn tiếp tục di chuyển và không cần dừng lại.
Dựa trên thông tin mà máy ảnh gửi về, hệ thống điều khiển sẽ xử lý và gửi tín hiệu điều khiển đến các cụm thổi khí để đưa sản phẩm về đúng đầu ra theo yêu cầu. Các băng tải trong hệ thống được cài đặt với tốc độ tăng dần theo thứ tự từ băng tải đầu vào, băng tải tại buồng chụp và băng tải phân loại với mục đích giữ khoảng cách phù hợp giữa các khay nhựa và tối ưu năng suất của hệ thống. Việc lựa chọn đầu ra cho từng loại khay cũng có thể thực hiện thay đổi một cách linh hoạt trên màn hình điều khiển của hệ thống.
Qua quá trình hoạt động, hệ thống phân loại sản phẩm tự động tại Công ty Cổ phần Tiếp vận Thế kỷ có thể hoạt động liên tục trên ca làm việc 8 giờ/ngày, ghi nhận năng suất khoảng 7500 sản phẩm/giờ (tương ứng khoảng 60.000 sản phẩm/ngày).
Trên thực tế, tại thời điểm chạy thử nghiệm và vận hành chính thức chưa phải là dịp cao điểm. Theo tính toán, nếu hoạt động tối đa năng suất thì hệ thống có thể đáp ứng lên tới 70.000 sản phẩm/ngày.
"Việc thiết kế, chế tạo, đưa vào vận hành thành công hệ thống phân loại sản phẩm tự động tại Công ty Cổ phần Tiếp vận Thế kỷ đã góp phần đưa công nghệ tiên tiến, hiện tại vào việc tối ưu hóa quy trình sản xuất, tăng năng suất và góp phần giảm chi phí hoạt động" - đại diện nhóm nghiên cứu nhấn mạnh.
Thành công của nhiệm vụ ngoài sự nỗ lực cố gắng của tập thể nhóm nghiên cứu còn có sự hỗ trợ nhiệt tình, dám nghĩ, dám làm từ Công ty Cổ phần Tiếp vận Thế kỷ… Tuy là công ty mới thành lập nhưng đã chú trọng đầu tư công nghệ cho quá trình tự động hóa sản xuất. Bên cạnh đó, từ thành công của nhiệm vụ sẽ là cơ sở để tiếp tục triển khai thiết kế, chế tạo và lắp đặt các hệ thống tự động hóa trong các nhà máy sản xuất thông minh khác tại Việt Nam.
Theo Báo Công Thương