- Ổn định dòng nguyên liệu vào tháp tách propane/propylene T-2103 (Propane Propylene Splitter), do quá tải nên dao động lưu lượng dòng nguyên liệu vào tháp T-2103 ảnh hưởng lớn đến hiệu suất thu hồi. Trong tháng 12/2017, BSR đã tiến hành giữ lưu lượng dòng nguyên liệu vào tháp không đổi và kết quả là hiệu suất thu hồi tăng, sản lượng propylene được cải thiện. Biểu đồ Hình 8 cho thấy tháng 12/2017, hiệu suất thu hồi là cao nhất ứng với thời điểm giữ ổn định dòng nguyên liệu vào tháp tách propane/propylene T-2103.
- Đưa độ nhiễm bẩn cho phép (hàm lượng propane trong dòng propylene sản phẩm) cài đặt trong bộ điều khiển APC từ 0,470% lên 0,475% và thực hiện điều chỉnh MV (Manipulate Variable) để hạn chế sự thay đổi lớn hiệu suất thu hồi, sản lượng propylene tại tháp T-2103 khi biến CV (Control Variable) và các MV tự điều chỉnh, tiệm cận với nhau. Mục đích là vẫn đảm bảo chất lượng, độ tinh khiết sản phẩm propylene trong khi giữ được nhiệt độ đáy T-2103 khoảng 31,7 - 32,2oC, là giá trị nhiệt độ tối ưu nhằm duy trì hàm lượng propylene mất mát nhỏ hơn 2,8% ở mẫu sản phẩm 021-SC-12-110:
APC là bộ điều khiển đa biến nâng cao trong đó CV (độ tinh khiết - Purity) sẽ điều khiển các MV6 (dòng reflux), MV7 (dòng reboiler), MV8 (áp suất T-2103). Đối với những MVs này phải cài đặt giới hạn thấp nhất - min và cao nhất - max theo giá trị thiết kế để MV chạy trong khoảng đó khi CV yêu cầu đáp ứng.
Trong trường hợp nếu APC cài đặt độ nhiễm bẩn cho phép là 0,470% như yêu cầu (nhằm đảm bảo sản phẩm propylene đạt chất lượng), theo dõi cho thấy nếu để APC tự chạy thì khi so sánh với kết quả đo độ nhiễm bẩn từ bộ phân tích online, độ nhiễm bẩn đạt giá trị CV = 0,470%, APC sẽ không yêu cầu tăng MV7 nhằm tăng thu hồi propylene dẫn đến mất mát theo đường LPG rd vẫn cao.
Khi thực hiện điều chỉnh tăng CV từ 0,470% lên 0,475% (sản phẩm propylene vẫn đáp ứng chất lượng nguyên liệu cung cấp cho Phân xưởng PP do độ tăng rất ít), APC sẽ so sánh với kết quả đo độ nhiễm bẩn từ bộ phân tích online, khi thấy độ nhiễm bẩn nhỏ hơn giá trị CV = 0,475%, APC sẽ yêu cầu tăng MV và khi bị vượt giới hạn - overshoot MV6 sẽ tăng lên để điều chỉnh giữ độ tinh khiết. Cần chú ý rằng việc tự điều chỉnh, tiệm cận với nhau như thế dẫn đến dòng reflux, dòng reboiler và dòng propylene sản phẩm liên tục dao động gây giảm khả năng phân tách của tháp.
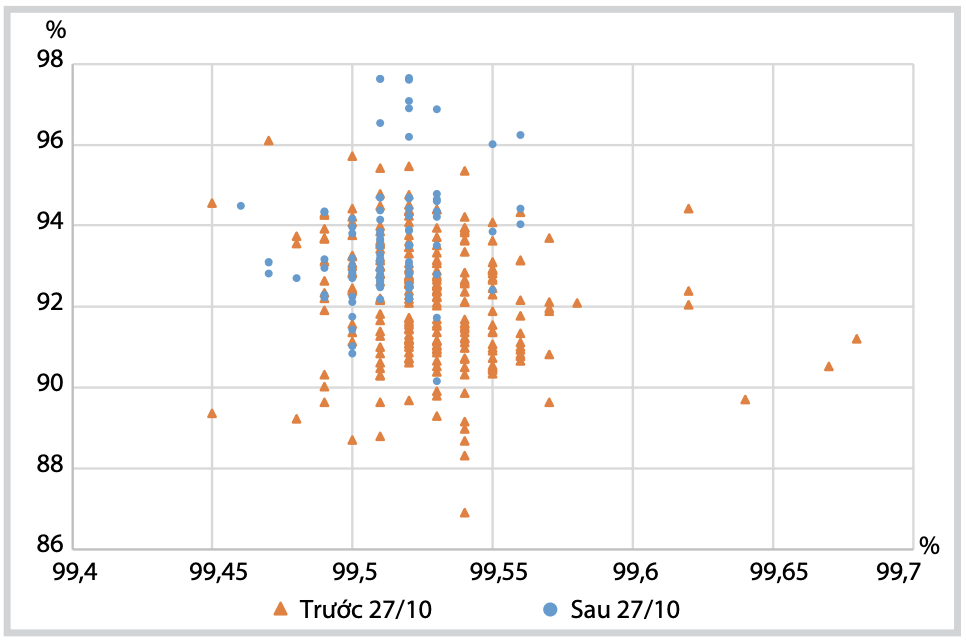
Hình 9. Biểu đồ tương quan giữa điều chỉnh đưa độ nhiễm bẫn cài đặt trong APC từ 0,470% lên 0,475% (hàm lượng propane) và hiệu suất thu hồi
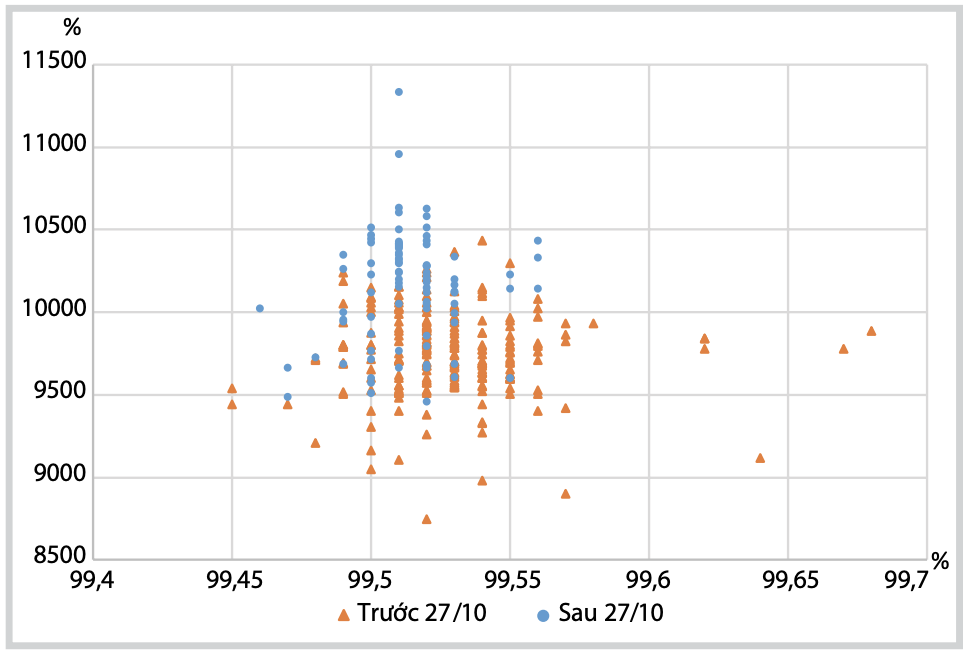
Hình10. Biểu đồ tương quan giữa điều chỉnh đưa độ nhiễm bẫn cài đặt trong APC từ 0,470% lên 0,475% (hàm lượng propane) và hiệu suất thu hồi × công suất
Hình 11. Biểu đồ tương quan giữa mất mát propylene tại T-2103 và nhiệt độ đáy
Để hạn chế sự rượt đuổi giữa CV và các MVs, có thể điều chỉnh nhỏ lại khoảng vận hành (operating range) của MV6 và MV7, đặc biệt là MV7 để duy trì nhiệt độ đáy tháp T-2103 chỉ dao động nhỏ xung quanh giá trị 31,7 - 32,2oC, là giá trị nhiệt độ tối ưu mà tại đó propylene mất mát tại đường khí dầu mỏ hóa lỏng sản phẩm là thấp nhất theo số liệu thống kê (Hình 11).
Thường xuyên cập nhật kết quả phân tích mẫu để điều chỉnh nhiệt độ đáy tháp T-2103 khi mất mát lớn, thông thường phụ thuộc thành phần C4 lẫn trong LPG để tinh chỉnh nhiệt độ đáy T-2103.
Các biểu đồ trên cho thấy nhiệt độ đáy tháp T-2103 khoảng 31,7-32,2oC là nhiệt độ tối ưu mà tại đó propylene mất mát thấp nhất (Hình 11). Từ sau 27/10/2017, hiệu suất thu hồi là cao hơn ứng với thời điểm điều chỉnh đưa độ nhiễm bẩn cài đặt trong APC từ 0,470% lên 0,475% (hàm lượng propane), vì công suất Phân xưởng PRU ảnh hưởng nghịch đến hiệu suất thu hồi nên lấy tích số recovery × capacity để giảm thiểu ảnh hưởng (Hình 9 và 10).
- Giảm thiểu xả khí tại T-2102 (Deethaniser) nhằm giảm mất mát propylene do nồng độ propylene tại dòng này cao. Việc này được thực hiện tại cụm Phân xưởng upstream (Gas plant) cụ thể là strip các khí nhẹ C1, C2, CO2 ra khỏi dòng LPG càng nhiều càng tốt tại Striper T-1552 nhưng vẫn đảm bảo propylene kéo theo tại dòng khí nhẹ đề cập là thấp nhất có thể, các khí nhẹ này sẽ gây tăng áp tại tháp T-2102 buộc phải xả khí.
Hình 12. Biểu đồ tương quan giữa dòng khí đốt và propylene kéo theo
Hình 13. Sơ đồ cụm Gas Plant (GP)
Biểu đồ Hình 12 cho thấy hạn chế xả khí đốt tại tháp T-2102 sẽ giảm thất thoát propylene lên hệ thống khí đốt của nhà máy.
Tại cụm phân xưởng upstream GP (Hình 13), các khí nhẹ C2-, CO2 được phân tách ra khỏi dòng xăng nhẹ sản phẩm và khí dầu mỏ hóa lỏng sản phẩm tại Striper T-1552 trong khi Primary Absorber T-1551 thu hồi C3/C4 bằng tổng các dòng xăng nhẹ từ tháp chưng cất chính Main Fractionator và tháp Debuthaniser trong đó dòng xăng từ tháp Debuthaniser được đánh giá hấp phụ tốt hơn do thành phần tương đồng hơn.
Giảm propylene mất mát theo đường khí đốt tại phân xưởng thượng nguồn GP và giảm hàm lượng khí nhẹ C2-, CO2 trong LPG có thể thực hiện bằng cách điều chỉnh các thông số vận hành thích hợp như nhiệt độ đĩa nhạy cảm tại tháp Stripper hay lưu lượng dòng xăng hấp thụ tại tháp Absorber kết hợp theo dõi kết quả phân tích thành phần mẫu khí đốt và khí dầu mỏ hóa lỏng sản phẩm.
2.1.Hiệu quả kinh tế của giải pháp

Giải pháp đã được áp dụng gần 2 năm (từ 1/10/2017 đến 30/5/2019). Tuy nhiên thời gian (từ tháng 4/2018 đến nay) có sử dụng ZSM-5 và áp dụng sáng kiến giảm độ tinh khiết nguyên liệu propylene cấp cho Phân xưởng PP (từ tháng 8/2018 đến nay) nên sản lượng propylene (PP’rd) tăng. Hiện tại Phân xưởng PP luôn chạy ổn định ở 112% công suất so với trước chỉ khoảng 103%.
Giai đoạn 2018 về sau, Phân xưởng PRU luôn chạy công suất rất cao, đây là yếu tố chính làm giảm mạnh hiệu suất thu hồi, giải pháp góp phần cải thiện hiệu suất thu hồi, giảm thiểu mất mát propylene do không thu hồi được.
Một số theo dõi, ghi nhận và đánh giá sau 2 năm áp dụng giải pháp:
- Ảnh hưởng của giải pháp lên hoạt tính xúc tác chính Phân xưởng PP. Giải pháp không làm tăng hàm lượng propane trong nguyên liệu nên ảnh hưởng đến xúc tác không đáng kể. Không phát hiện bất thường nào cho đến hiện tại.
- Nguyên nhân propane đi vào propylene có làm tăng mất mát hay không? Giải pháp không làm tăng hàm lượng propane trong nguyên liệu nên dẫn đến mất mát ở Phân xưởng PP có thể tăng nhưng không đáng kể.
Hình 14. Theo dõi propylene khi áp dụng giải pháp
Lợi nhuận phải được đánh giá thực tế trên khối lượng đóng gói tại dây chuyền trước và sau áp dụng giải pháp. Sự sai lệch giữa bộ đo bột và số liệu bagging không lớn nên để dễ dàng cho việc thu thập dữ liệu tính toán, chấp nhận lấy số liệu đo bột PP FQI 8101 cho tính toán kinh tế.
Thay đổi các định mức kỹ thuật cụ thể là lượng nguyên liệu tiêu tốn cho việc sản xuất 1 tấn PP sau khi thực hiện các giải pháp. Giải pháp không làm tăng hàm lượng propane trong nguyên liệu và đảm bảo độ tinh khiết propylene luôn lớn hơn 99,5%. Do đó, định mức PP, kinh tế kỹ thuật PP vẫn không đổi. Việc tính toán hiệu quả kinh tế chủ yếu làm tăng hiệu suất thu hồi, sản lượng propylene ở Phân xưởng PRU.
Giải pháp chỉ tinh chỉnh điều kiện vận hành, tối ưu thu hồi propylene tại U-21 PRU, không làm sản phẩm bị off-spec so với QĐKT01 2016 hiện hành (đảm bảo độ tinh khiết propylene luôn lớn hơn 99,5%). Do đó, định mức kinh tế kỹ thuật PP vẫn không đổi khi tính toán hiệu quả kinh tế.
3. Kết luận
Trên cơ sở kết quả thực tế ghi nhận, đối với trường hợp Phân xưởng PRU thường xuyên chạy công suất cao hơn thiết kế (~110 - 115%) và tính chất dầu thô đầu vào không ổn định như tại BSR, việc theo dõi thống kê số liệu mất mát propylene thường xuyên để đưa ra các tinh chỉnh điều kiên vận hành có ý nghĩa rất lớn trong việc tối ưu thu hồi, nâng cao sản lượng propylene. Giải pháp cụ thể được đề xuất:
- Thống kê, theo dõi số liệu mất mát propylene tại các nguồn (kết quả phân tích, số liệu vận hành…).
- Thiết lập khoảng vận hành tối ưu cho các thông số chính ảnh hưởng đến mất mát propylene với mục tiêu mất mát thấp nhất có thể, bao gồm:
+ Đưa các khoảng vận hành tối ưu này vào cài đặt trong phần mềm APC (Advance Process Control) và điều chỉnh các biến liên quan để hạn chế sự thay đổi lớn hiệu suất thu hồi khi biến CV và MV tự điều chỉnh, tiệm cận với nhau.
+ Tối ưu điều kiện vận hành, hạn chế thay đổi lưu lượng vào tháp T-2103 khi đã thiết lập được cân bằng vật chất tại điểm tối ưu (mất mát propylene thấp nhất).
+ Tối ưu điều kiện vận hành, hạn chế vent offgas tại tháp Deethaniser T-2102 bằng các điều chỉnh tại cụm phân xưởng đầu nguồn Gas Plan-RFCC.
- Thường xuyên kiểm tra, theo dõi mất mát propylene để nhận biết sớm khi tính chất nguyên liệu đầu vào thay đổi.
Giải pháp có tính hiệu quả cao và có thể áp dụng cho các nhà máy khác nếu gặp vấn đề tương tự.
Tài liệu tham khảo
- BSR. Sổ tay vận hành Phân xưởng PRU & RFCC.
- BSR. Phần mềm điều khiển Advance Process Control (APC).
Hồ Quang Xuân Nhàn, Nguyễn Hoàng Tri, Đặng Ngọc Đình Điệp
Tạp chí Dầu Khí, 2/2020